振動時效裝置——簡介
殘余應(yīng)力產(chǎn)生于焊接、鑄造、冷熱校直、熱處理和機(jī)械加工等工序之后,它不僅影響工件機(jī)械強(qiáng)度的發(fā)揮,而且容易使工件產(chǎn)生變形、開裂,影響工件的尺寸和設(shè)備精度。為了解決殘余應(yīng)力問題,一般采用自然時效、熱時效、振動時效
、捶擊等方式來消除殘余應(yīng)力
。
1、自然時效周期長
,占用資金周期長
,經(jīng)濟(jì)效益低;
2
、熱時效消耗能源大
,成本高,且常規(guī)熱時效方式對環(huán)境有污染
,容易使工件產(chǎn)生氧化皮
,也容易導(dǎo)致工件在時效過程中變形。
3
、捶擊勞動強(qiáng)度大
,不易長時間使用,而且受處理工件體積
、材質(zhì)等條件限 制
。
4、振動時效周期短
,效率高
,不占用場地,且不受工件尺寸
、形狀
、重量等限 制
,可處理幾公斤到幾百噸的工件。
振動時效裝置——組成
控制箱、激振器、傳感器、卡具、橡膠墊、電纜以及工具等。
振動時效裝置——原理
給工件施加一個與工件固有諧頻率相關(guān)的周期激振力,使其產(chǎn)生振動,工件獲得一定的振動能量,使工件內(nèi)部產(chǎn)生微觀的塑性變形,使造成殘余應(yīng)力的歪曲晶格被逐漸恢復(fù)平衡狀態(tài)
,晶粒內(nèi)部的位錯逐漸滑移并重新纏繞釘扎,這樣殘余應(yīng)力得以消除和均化
。
振動時效裝置——優(yōu)點
生產(chǎn)周期短,效率高,一般一個小時內(nèi)處理一批工件
;費用低
,處理一批工件僅需要幾元;經(jīng)處理的工件尺寸穩(wěn)定性較熱處理更好
,抗變形能力比熱時效提高10%到50%
;無熱時效出現(xiàn)的工件氧化皮現(xiàn)象;可就地對工件進(jìn)行時效處理
。
振動時效裝置——特點
1、采用32位微處理器用于數(shù)據(jù)處理和顯示,運行速度快
,真正實現(xiàn)了實時控制和處理效果的實時動態(tài)監(jiān)控。
2
、采用真彩液晶動態(tài)顯示數(shù)據(jù)和曲線
,實現(xiàn)了良好的人機(jī)對話。
3
、系統(tǒng)自動判斷判定工藝參數(shù)
,并給出修正方案。
4
、系統(tǒng)具備全自動
、半自動、手動處理方式
,全自動處理方式
,為處理多種工件帶來方便
。
5、采用雙回路設(shè)計
,同時采用PWM脈寬調(diào)制技術(shù)
,使系統(tǒng)運行穩(wěn)定可靠。
6
、動態(tài)跟蹤技術(shù)
,實時監(jiān)控,保證設(shè)備始終在工件的亞共振區(qū)進(jìn)行時效處理
。
7
、系統(tǒng)采用頻譜分析技術(shù),自動選擇優(yōu)化的激振頻率進(jìn)行時效處理
。
8
、系統(tǒng)自動打印曲線,方便比較時效效果和永久保存
。
9
、采用軍工級芯片,在高溫
、低溫等惡劣工況下經(jīng)久耐用

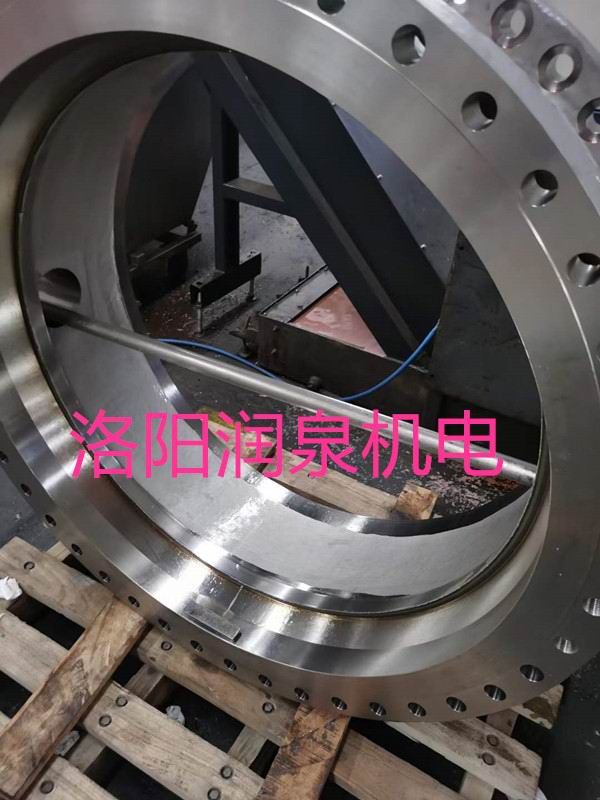
閥門行業(yè)
閥桿
、閥芯、閥門密封面
、低溫閥腔體
、閥門腔體臺階孔、錐面等應(yīng)用
,二次裝夾無需找正
,一次加工粗糙度Ra0.1微米以下。

液壓行業(yè)
活塞桿
、液壓缸
、工作缸、低壓缸
小內(nèi)孔加工領(lǐng)域
小內(nèi)孔加工5毫米以上,有效解決小內(nèi)孔粗糙度難題
。
礦山機(jī)械行業(yè)
大型水泥礦山機(jī)械
、外圓內(nèi)孔應(yīng)用,使用簡單方便
應(yīng)用案例






 服務(wù)熱線:
服務(wù)熱線:
 立即訂購
立即訂購










 電話
電話 微信
微信
 留言
留言